1.无菌药品生产所用洁净区有四个级别,各级别具体标准规定见GMP无菌药品附录第九条至第十一条。
以下列举无菌药品生产环境示例:
A级:进行高风险操作的关键区域(例如,无菌生产线,灌装区,胶塞加料盘,敞口内包装或在初始气流保护下进行无菌连接)。通常情况下,这种条件是通过局部气流保护实现的,例如RABS或隔离器内的单向流操作台。应证明并确认整个A级区的单向流维护状态。应通过厂房、设备、工艺和程序性设计尽量减少操作人员对A级区的直接干预(例如,不使用隔离器和手套箱技术作为保护)。

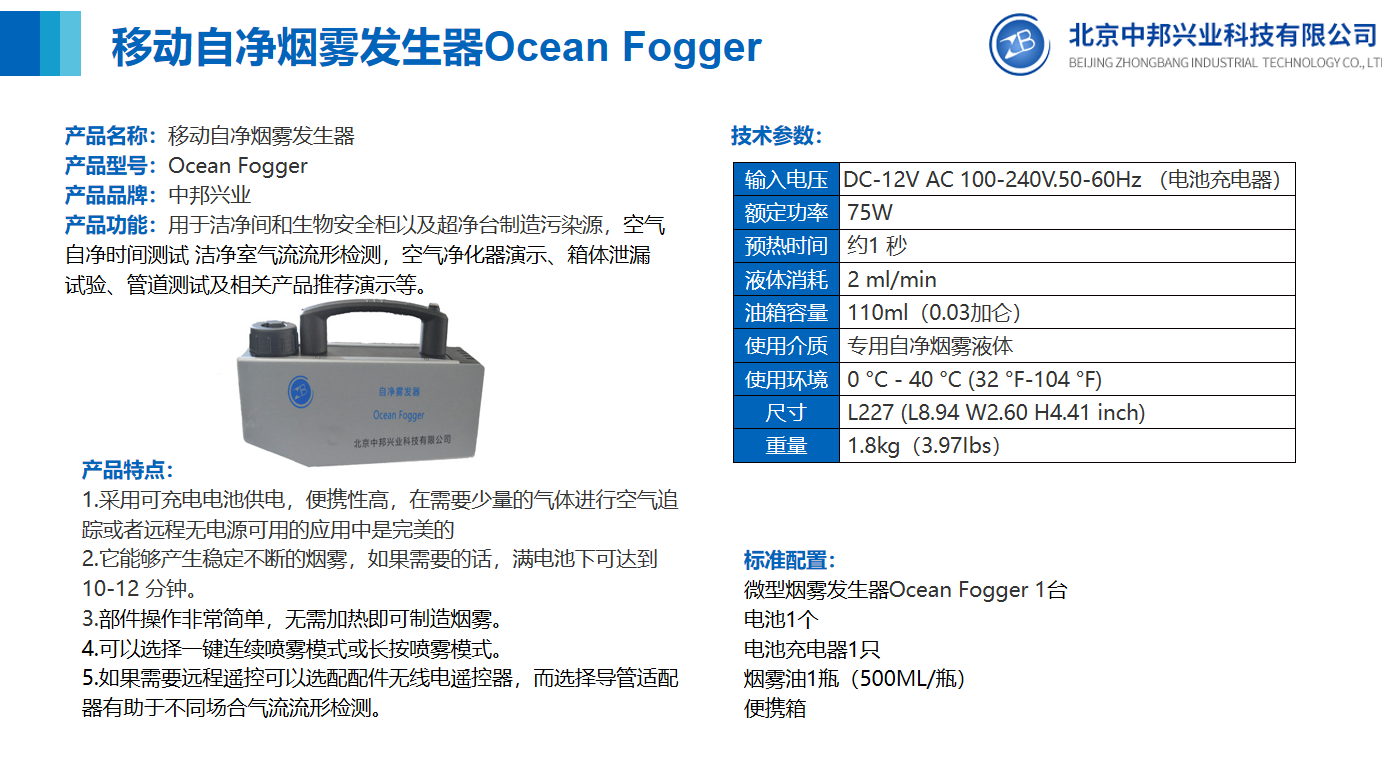
【气流流型检测仪验证配置】
B级:对于无菌制备和灌装,这是A级的背景洁净室(非隔离器)。应持续监测压差。在使用隔离器技术的情况下可考虑低于B级的洁净室。
C级和D级:在无菌灌装的无菌药品的生产中执行不太关键步骤或作为隔离器的背景的洁净室。也可用于终端灭菌产品的制备/灌装。(欧盟GMP 附录1 4.4)
1.用于生产无菌药品的洁净室和洁净空气设备如单向流系统(UDAF)、限制进入屏障系统(RABS)和隔离器,应根据所需环境特性进行确认。生产操作需要在适当洁净度级别的环境中进行,以降低粒子或微生物污染产品或物料的风险。洁净室确认(包括定级)应明确区别于环境监测。(欧盟GMP 附录1 4.23)
2.洁净室分级,应在“静态”和“动态”状态下进行。
①“静态”是指所有公共设施(包括所有正常运行的 HVAC)已安装完成、主生产设备按规定安装并待机、并且无人员在场的状态。
②“动态”是指洁净室安装完成,HVAC系统全面运行,设备已安装且按生产商规定的运行模式运行,允许最多人数在现场执行或模拟日常操作的状态。
③ 在分级期间应确定“自净”周期(指导值为小于20分钟)。(欧盟GMP 附录1 4.29)
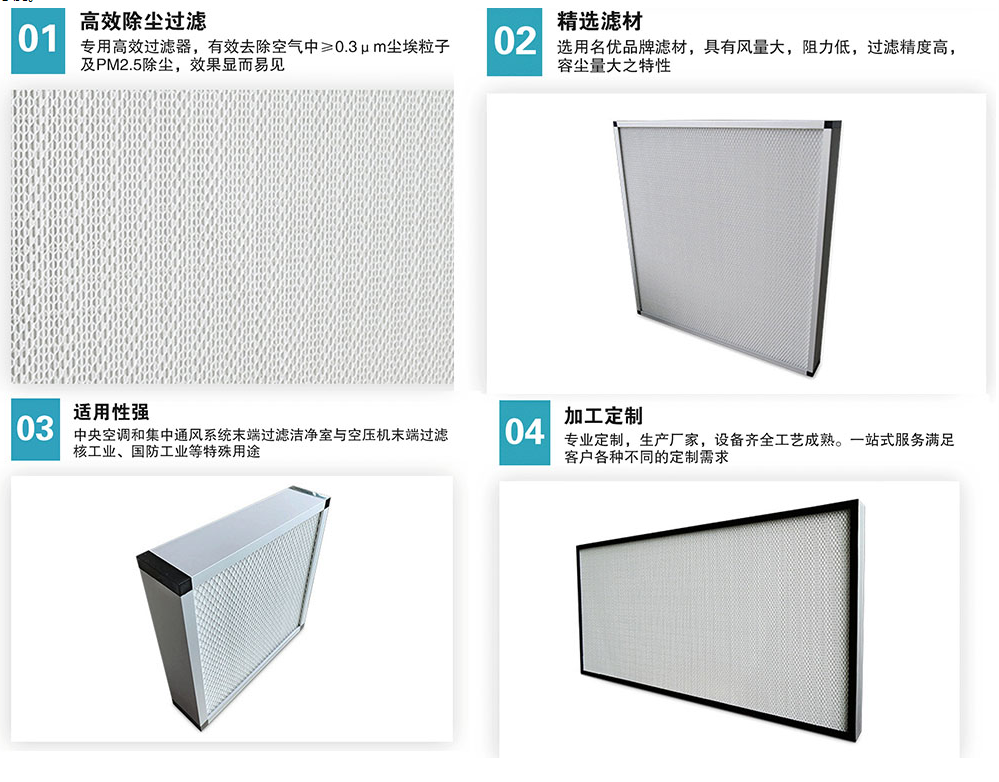
3.洁净室和洁净空气设备应按照制定的程序进行定期再确认。再确认程序应至少包括微生物和悬浮粒子浓度测定、终端过滤器完整性测试、风量测试、压差测试。A 级区还应进行空气流速测试。A级和B级区的再确认最长时间间隔为6个月。C级和D级区的再确认最长时间间隔为12个月。在纠正设备或设施偏差后,或设备、设施或工艺的变更后,还应进行再确认。((欧盟GMP 附录1 4.32)

LIGHTHOUSE浮游菌采样器,自带高效过滤器,耐各类消毒剂,便携轻巧,可数据导出,且支持高压空气微生物采样,支持远端采样。
(2)悬浮粒子检测-激光尘埃粒子计数器




北京中邦兴业技术工程师可以根据洁净厂房的等级,应用环境,检测粒径范围,流量大小等情况,进行专业技术选型指导。
风量、压差测试-风量罩
1.洁净室应合理设计,以实现区域内物料、产品和人员的有序流动和控制。科学规划设备的位置,以最大程度地减少人员、产品和物料流的交叉。(FDA2004指导原则)
2.设备和物料进出洁净室和关键区域的转移是潜在的最大污染源之一。所有可能导致洁净室的洁净度受影响的活动均应进行评估;如果无法消除影响,则应采取适当的控制措施。(欧盟GMP 附录1 4.10)
3.物料、设备和部件应单向传送进入无菌生产区域,物品应尽可能通过嵌入墙体的双端灭菌器 (例如,双扉高压灭菌器或隧道烘箱)灭菌后传递。如果无法在传送时灭菌,则应采取其他避免引入污染的措施(例如有效的传送消毒、隔离器的快速转移系统、气体或液体除菌过滤)并验证。生产期间及表面灭菌后,应尽量减少物料进入。(欧盟GMP 附录1 4.11)
物料和人员在不同级别之间流转的位置应设计并使用气锁来提供物理隔离,最大程度减少不同区域的微生物和微粒污染。人流与物流所用气锁尽可能分开,如无法实现,则应考虑制定规程错时使用。气锁应采用经过滤的空气进行有效风淋。气锁的最后一段在“静态”下应与进入的洁净室具有相同洁净级别。(欧盟GMP 附录1 4.12;)
气锁设计要求如下:
人员气锁:用于人员进入更高级别洁净室的区域。即使区域之间的洁净度相同,如果存在原料和药品交叉污染的风险,也应根据潜在风险设置额外的更衣室。应留出足够的空间用于更衣、存放衣服以及处理用过的衣服和其他材料。
物料气锁:用于物料和设备转运。仅允许包含在已批准清单中且经过转移验证的物料和设备通过气锁转移进入A 级区或B 级区。预计用于 A 级区的设备和物料通过 B 级区转移时应受到保护。任何未获批物品需要转移时应作为例外获得批准后才可进行。物料或设备从较低等级别或未分级区到较高级别洁净室的转移应依据其风险进行清洁和消毒。(欧盟GMP 附录1 4.12;)
应有措施防止同时打开通道和气锁(物料及人员)的两道门,对于通向A级区和B级区的气锁,应采用互锁系统。对于通向C级区和D级区的气锁,应至少采用视觉和/或听觉报警系统。如果需要保持区域隔离,应确定在互锁门的关闭和打开之间的时间延迟。(欧盟GMP 附录1 4.13;)
1.洁净室应采用过滤送风,以在所有操作条件下维持相对于较低级别背景环境的正压和/ 或正向气流。不同级别的相邻房间应保持至少 10Pa 压差(指导值))。要特别注意对关键区域的保护。(欧盟GMP 附录1 4.14;日本指导原则;FDA2004指导原则)
2.在有些情况下,无菌生产加工室与邻近洁净室为同一洁净级别,其间也应保持适当的压差提供有效的分隔,有非洁净室邻近无菌生产加工室的,无菌生产加工室应在所有时间保持至少 12.5Pa 压差以防止污染。(FDA2004指导原则:IV-C)
3.洁净室和/或隔离器之间应安装压差计,并确定压差设置点及其关键程度,关键的压差点应进行连续监测和记录,其它压差点则应定期监测和记录。应设置报警系统,以及时提醒和警告操作人员出现送风失败或压差降低等问题。应有规程概述报警时应采取的措施,报警信号不应在未经评估的情况下被覆盖。如果设置了报警延迟,应进行评估和论证。(欧盟GMP 附录1 4.16;)
1.应通过合适的采暖、通风和空调系统(HVAC)的设计、安装和管理,保证洁净室空气维持在适当的水平。(日本指导原则7.2,6)
2.关键区域(A 级区)的气流应是单向的,并以足够的流速均匀分布,以迅速清除空气中的颗粒物。应避免从相邻区域产生逆流进入核心区,以防止污染。单向流系统建议的平均流速为 0.45m/s±20%。根据隔离器系统的类型或用途,可能适合更低的流速。流速改变可能影响气流模式,应定期监测气流流速。(FDA2004指导原则)
3.洁净室和洁净室内的气流模式应可视化(例如烟雾测试),以证明空气没有从较低级别区域进入到较高级别区域气流。可视化研究应与空气流速测量相关联。研究应在静态和动态下执行(例如,模拟操作员干预),研究视频应保留。

北京中邦兴业自主研发气流流型检测仪,主要用于洁净室和洁净室内的气流模式可视化(例如烟雾测试)验证,可提供一系列验证仪器及配置,还可以提供仪器的租赁及现场可视化烟雾试验指导服务。
在制订环境监测计划时,应考虑气流可视化研究的结果。气流模式改变或可能发生改变时应重新验证。应通过评估洁净室内产品污染的概率确定适当的换气次数,以保持空气洁净度。通常推荐 B 级区的换气次数为每小时 30次, C级区为每小时20次。换气次数应定期监测。(欧盟GMP 附录1 4.15;)
4.应控制气流不要上升,防止地板上的灰尘和细菌污染环境。确保气流向下最常见的方法, 是在天花板附近安装进风口,在地板附近安装出风口。应评估人员移动产生的湍流对环境洁净度的影响,并将评估结果反映在相关的标准操作规程中。








 400-6872-158
400-6872-158 点击咨询
点击咨询 





